
掌握市政管道核心技术


电 话:0851-38111888
新币娱乐传 真:0851-38111888
新币娱乐手机:157-0300-7718(销售部赵经理)
新币娱乐地 址:贵州省安顺市平坝区夏云工业园龙腾路1号

2.5小时左右(共约8小时),严禁提前开机生产。2.1.3按生产要求更换成型模具,机头或模头。 (1)整体安装机头;A、开机:开启机头1-7区加热段,设定温度为220度,加温时间为5-6小时后才能顶出机头。B、生产过程中: 1-7区加热段继续加温,停止8-22区加热段停止加温,约3小时后才能顶出机头 (2)换模头: A、开启机头18-22区加热段,设定温度为220度,纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格加温时间为4-5小时后才能进行拆装。 B、在换上内、外层的模头时,须按标准调节好间隙尺寸,升温6小时后再次拧紧各处固定螺丝,然后分别转动内、外层的口模,观察口模沿丝口方向是否运动自如,巴中纳米改性聚丙烯(HPPM)方形电力双壁波纹管新币娱乐防止固定螺丝拧的太紧。
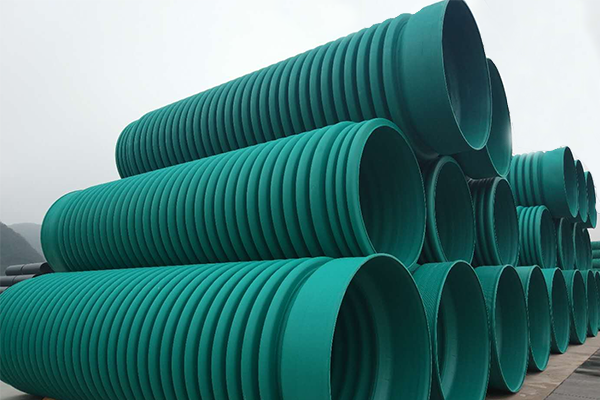
巴中纳米改性聚丙烯(HPPM)方形电力双壁波纹管施工比较方便,保护操作简单。在工期紧、施工条件差的情况下,其优势越来越明显。双壁波纹管使用高密度聚乙烯作为数据的管道可以比其他具有相径的管道通过大的流量。换句话说在相同的流量要求下,可以选择相对小口径的双壁波纹管。具有耐低温性和抗冲击性的双壁波纹管的脆性温度为-70℃。纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格一般情况下低温(30℃以上)施工时不需采取保护措施,冬季的话施工比较方便,HDPE双壁波纹管抗冲击性能突出。化学稳定性比较好,因为高密度聚乙烯分子没有及性,所以化学稳定性很好。

巴中纳米改性聚丙烯(HPPM)方形电力双壁波纹管先一人用棉纱绳将已安装好的双壁波纹管的承口挂好,另一人用长撬棒斜插基础,顶住管端中间的横向挡板,然后将pe波纹管慢慢推入双壁波纹管的承口内,安装到预定位置;DN400以上的PE管可以用两个链块拉到位。当接口关闭时,应同时拉动和启动管接头两侧的链块,使橡胶密封圈能够正确定位,不会变形或脱落。立筋式中空壁钢塑复合缠绕管1、双壁波纹管电熔连接电熔拼接一般用于因安装位置的限制而无法进行热熔拼接的地方。纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格新币娱乐建议当连接相同的热塑管时,插入电熔管件。

双壁波纹管的使用要求是什么?纳米改性聚丙烯(HPPM)方形电力双壁波纹管价格先说管道定位。利用探地雷达探测双壁波纹管管道的方向。初始节点挖掘后,主动抓取的摄像机机器人从初始节点开始。从管道内部确定弯头的位置、内径和位置。PIG的物理清洗技能用于清洗原始管道。一些固体水垢和一些障碍物需要持续清理。清洗管道后,巴中纳米改性聚丙烯(HPPM)方形电力双壁波纹管新币娱乐需要检查清洗结果,这是双壁波纹管修理的主要环节,清洗结果决定其稳靠性。HDPE双壁波纹管焊接时,应使用设备(热熔焊机)对接衬管。在对接过程中,应严格控制对接温度、压力等参数。焊接过程中各参数的合理提取是决定界面质量的因素。

咨询热线
 AM 8:30-PM 5:30
AM 8:30-PM 5:30
0851-38111888
传真:0851-38111888
手机:157-0300-7718(销售部赵经理)
新币娱乐地址:贵州省安顺市平坝区夏云工业园龙腾路1号
新币娱乐官网:china-ggw.net

扫一扫 进入手机网站

 贵公网安备 52042102000085号
贵公网安备 52042102000085号
